齿轮喷丸强化是最常见的应用。任何尺寸和形式的齿轮,通过对齿形根部喷丸强化都能提高弯曲疲劳性能。齿轮的啮合和悬臂梁在原理上有一定的类似性。齿啮合过程中产生的载荷导致啮合接触点以下齿根部分产生弯曲应力。如图4-3所示。
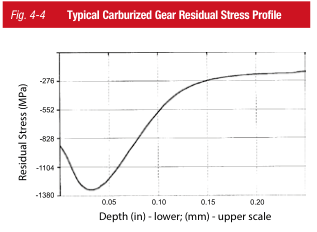
齿轮通常在齿轮淬火或齿面硬化后喷丸强化。齿面硬度的提高会导致齿面压应力相应地成比例提高。渗碳淬火和喷丸强化后,齿轮最大的残余压应力,根据渗碳和喷丸的参数情况,可以达到170-230 ksi (1170-1600 Mpa)。见图4-4。
当齿轮的表面是渗碳淬火处理的话,一般需要使用高硬丸料(HRC55-62)。然而,如果希望对齿面粗糙度影响小一点的话,可以用硬度较低的丸料(HRC45-52)。但导入的压应力将会比高硬度丸料的少大概50%左右。防止齿面节圆啮合处点蚀最好的办法就是喷丸强化后,再通过研磨,珩磨或振动光饰等工艺对齿面修正,但注意,不能去除超过10%的压应力层。喷丸强化后表面的凹痕通过研磨,珩磨或振动光饰等方法处理后,可以增加齿轮啮合时的接触面积,从而把载荷均匀分配到齿面,最终降低各个点的接触应力。
MIC(麦锡)公司提供一种把喷丸强化和超精抛光结合在一起的强化工艺,称作 C.A.S.E处理,这个工艺能提高齿面点蚀疲劳强度达500%。
在某些领域,齿轮在1,000,000次循环疲劳寿命设计条件下,通过强化工艺可以提高30%的载荷或更多是较为常见的。
技术服务经理:王瑜电话及微信号 157 1613 8605邮箱: *protected email*
涂层技术服务经理:张臣电话及微信号 13752314982邮箱:*protected email*
Curtiss-Wright 公司成立于1929年, 创始人是人类飞行的先驱怀特兄弟和格兰.科第斯。MIC于1968年加入柯蒂斯莱特公司,目前在美国、加拿大、欧洲和亚洲有超过80家的工厂。麦锡金属处理技术服务(天津)有限公司和麦锡金属处理技术服务(苏州)有限公司均为柯蒂斯莱特表面技术公司在中国的独立分公司。