精控喷丸强化工艺与大多数制造工艺的不同之处在于,不能用无损检测的方法来确认其是否符规范。残余压应力的测试需要用x射线衍射这样的破坏工件的技术来得到压应力分布情况 。 为了确保精控喷丸强化工艺符合要求,必须确保以下参数得要精准的控制: 丸粒强度 覆盖率 设备
CWST目前满足甚至超过工业、汽车和航空航天客户等要求, 严格按照集团的质量体系执行最严格的质量标准。 根据国内行业要求,我们通过了ISO9100 和NADCAP的认证, 以及各终端客户单独的认证。(如需要了解各终端客户认真明细, 请联系喷丸技术服务经理Grace Wang, 手机和微信同号 157 1613 8605)
2. 强度 喷丸强度是精控喷丸过程中重要的参数。 它是确保过程可重复性的重要手段之一。 喷丸流的能量与施加到工件上的压应力直接相关。 强度可以通过使用更大的介质和/或增加喷丸流的速度来增加。 同是需要考虑的变量是撞击角度和喷丸介质。
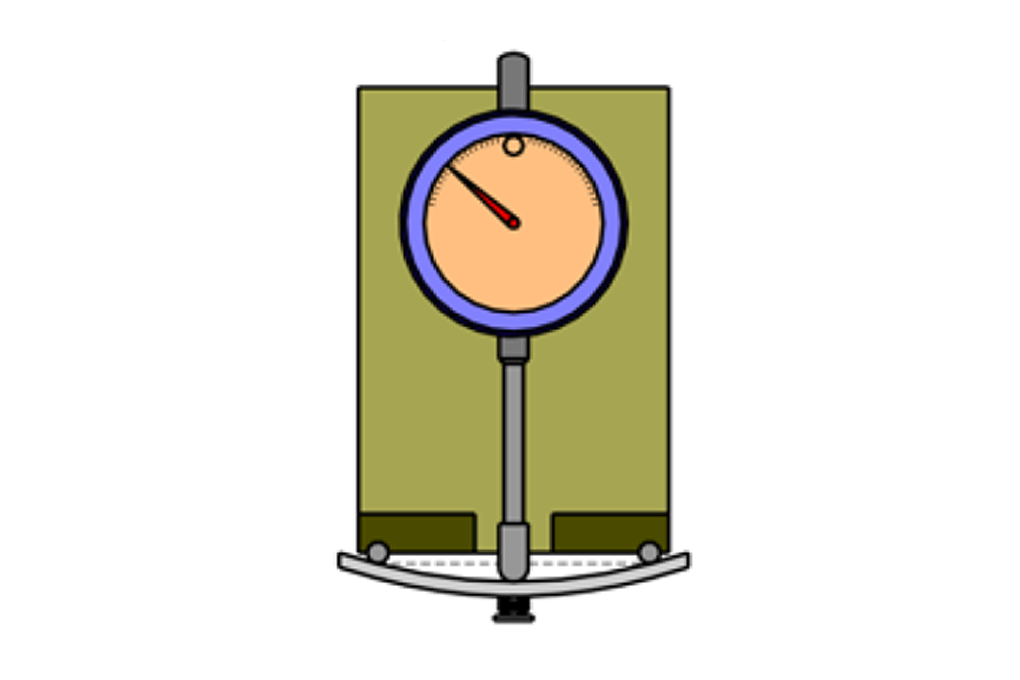
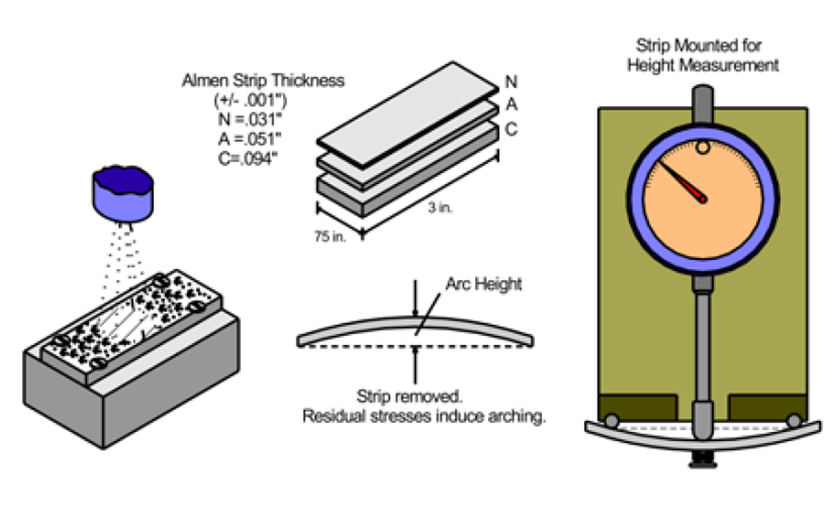
强度是用Almen试片测量的。 Almen试片由SAE1070弹簧钢带组成,只在一侧喷丸。 喷丸产生的残余压应力将导致Almen试片向喷丸一侧弯曲或凸出弧形(图11-2)。 Almen试片弧高度是射流能量的函数,是非常重要并且是可重复的。
图11-2 Almen 试片相关资料
技术服务经理:王瑜电话及微信号 157 1613 8605邮箱: *protected email*
涂层技术服务经理:张臣电话及微信号 13752314982邮箱:*protected email*
Curtiss-Wright 公司成立于1929年, 创始人是人类飞行的先驱怀特兄弟和格兰.科第斯。MIC于1968年加入柯蒂斯莱特公司,目前在美国、加拿大、欧洲和亚洲有超过80家的工厂。麦锡金属处理技术服务(天津)有限公司和麦锡金属处理技术服务(苏州)有限公司均为柯蒂斯莱特表面技术公司在中国的独立分公司。